


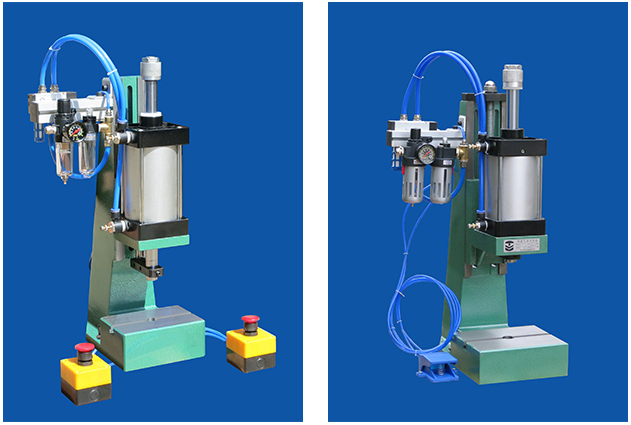
 MS系列多层增力气缸
MS系列多层增力气缸 MSA系列多层增力气缸
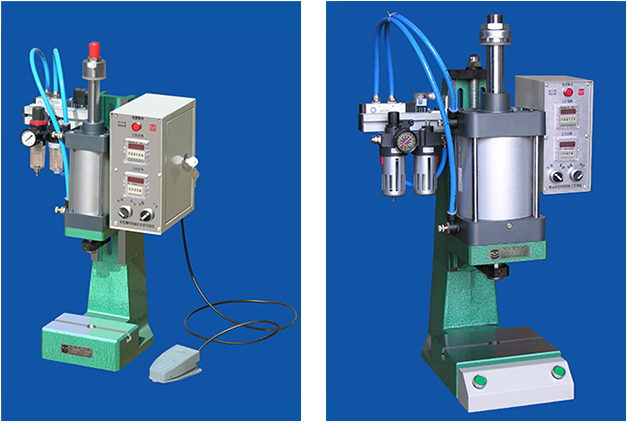
MSA系列多层增力气缸微特机械精密气动压力机安装调试
应微特机械新老客户要求将精密气动压力机的安装调试步骤发布在网上,方便客户查找!微特机械气动压力机安装调试分为机械部分和系统部分,下面一一为客户介绍。

气动压力机机械部分调试步骤
拆开包装,检查机器是否有损坏,附件和文件是否齐全。如有损坏或者文件遗失,请及时通知生产厂家,采取相应措施。如果没有问题,将机器就位,随后接通气源,压力机安装卡头或者上模固定板升起。
根据选择的气动压力机机型上模安装方式的不同,将上模固定在卡头或者上模固定板的T型槽上,保证一定范围的接触面贴合,避免点接触或者线接触受力。
接通气源,按下两位五通换向阀上的蓝色按钮,气缸伸出,松开按钮,气缸返回。参照下边气动压力机气动系统调试步骤,将气源三联体的压力调整到0.6-0.7MPa,调整气缸上的调速接头,让气缸运行速度平缓。
根据气动压力机总行程大小和下模高度,确认下模和机器工作台之间是否需要加垫板或者加长压头。在高度合适的时候,将下模放置在机器工作台上,按下两位五通换向阀上的蓝色按钮,试探着让上模下行,松开按钮上模返回。
让气动压力机上下模对准,并将下模和机器工作台的T形槽固定。在试模时,反复试验机器的工作位置和行程,直到满足要求。注意:模具的压力中心,尽量和压力机的气缸轴线一致。
在位置和行程没有问题之后,在模具上放上工件,按压两位五通换向阀上的蓝色按钮,检查零件压制效果。如气动压力机有问题,重复前边调试过程;如无问题,继续进行后边的调试工作。
首先将电控系统设置为手动模式,参照上一章的电气控制系统参考设定值,对电控系统进行设定,在确认无误后,气动压力机电控系统开机。
同时按压按钮盒上的两个绿色启动按钮,或者踩下脚踏开关,检查机器工作状态是否正常及压制零件质量是否合格。如果气动压力机正常,设备调试完毕。如果气动压力机不正常,重复前边的步骤。
如果需要气动压力机周而复始自动运行,请将电控系统转为自动状态,并参照上一章的电气控制系统参考设定值,对电控系统进行设定,在确认无误后,电控系统开机。
气动压力机气动系统调试步骤
将相应管径的尼龙管一端连接气源三联体左侧的管接头,另一端接入气源,给气动压力机供气,供气管路不能出现漏气。
提起气源三联体上的大旋钮,左右旋转,根据气动压力机压力表读数变化,将输出压力调到0.6-0.7MPa左右,然后按下大旋钮,气源压力调节完毕。
在气动压力机试模时,按压两位五通换向阀上的蓝色按钮,气缸伸出,松开按钮,气缸返回;按下后并且转动蓝色按钮,气缸可以锁定伸出状态。
气动压力机正常工作时,同时按压控制系统的两个绿色启动按钮,或者踩踏脚踏开关,气缸开始下行并加压,按照电气控制系统的设定值,延时结束,气缸返回。
分别调整气缸上两个调速接头,通过出气节流,使气缸下行和返回的速度平稳均匀,然后锁紧调速接头的锁紧螺母。
相关文章
标题
日期-
烟台微特机械精密气动旋铆机开机调试说明
2019-05-21 -
烟台微特机械气动压力机外形结构、用途及特点
2019-05-20 -
微特机械铆接机的使用范围
2019-05-16 -
微特机械无铆钉连接层板件间的较好选择
2019-05-16 -
MPT系列连杆式手动压力机特性
2019-05-15 -
烟台微特机械精密手动压力机机械特性与可选附件
2019-05-15 -
烟台微特机械有限公司官网改版上线
2019-05-13
 鲁公网安备 37069302000603号
鲁公网安备 37069302000603号